
Մարգարինի արտադրության տեխնոլոգիա
Գործադիր ամփոփում
Այսօր սննդի ընկերությունները, ինչպես մյուս արտադրական բիզնեսները, կենտրոնանում են ոչ միայն սննդի վերամշակման սարքավորումների հուսալիության և որակի վրա, այլև վերամշակման սարքավորումների մատակարարի կողմից մատուցվող տարբեր ծառայությունների վրա: Բացի մեր կողմից մատուցվող արդյունավետ վերամշակման գծերից, մենք կարող ենք լինել գործընկեր՝ սկզբնական գաղափարի կամ նախագծի փուլից մինչև վերջնական շահագործման փուլ, չմոռանալով նաև կարևոր հետվաճառքային սպասարկման մասին:
Շիպուտեկը սննդի վերամշակման և փաթեթավորման արդյունաբերության մեջ ունի ավելի քան 20 տարվա փորձ։
ՄԵՐ ՏԵԽՆՈԼՈԳԻԱՅԻ ՆԵՐԱԾՈՒԹՅՈՒՆ
Տեսլական և նվիրվածություն
Shiputec սեգմենտը նախագծում, արտադրում և շուկայահանում է գործընթացների ճարտարագիտության և ավտոմատացման լուծումներ կաթնամթերքի, սննդի, խմիչքների, ծովային, դեղագործական և անձնական խնամքի ոլորտների համար՝ իր գլոբալ գործունեության միջոցով։
Մենք հանձնառու ենք օգնել մեր հաճախորդներին ամբողջ աշխարհում՝ բարելավելու իրենց արտադրական կայանների և գործընթացների աշխատանքը և շահութաբերությունը: Մենք դրան հասնում ենք՝ առաջարկելով ապրանքների և լուծումների լայն տեսականի՝ սկսած ինժեներական բաղադրիչներից մինչև ամբողջական տեխնոլոգիական կայանների նախագծում, որոնք աջակցվում են աշխարհի առաջատար կիրառական ծրագրերի և մշակման փորձագիտության միջոցով:
Մենք շարունակում ենք օգնել մեր հաճախորդներին օպտիմալացնել իրենց գործարանի աշխատանքը և շահութաբերությունը ողջ ծառայության ընթացքում՝ համակարգված հաճախորդների սպասարկման և պահեստամասերի ցանցի միջոցով՝ նրանց անհատական կարիքներին հարմարեցված աջակցության ծառայություններով։
Հաճախորդի վրա կենտրոնացում
Շիպուտեկը մշակում, արտադրում և տեղադրում է սննդի արդյունաբերության համար ժամանակակից, բարձր արդյունավետության և հուսալի վերամշակման գծեր: Բյուրեղացված ճարպային արտադրանքի, ինչպիսիք են մարգարինը, կարագը, մածուկները և կարագները, արտադրության համար Շիպուտեկը առաջարկում է լուծումներ, որոնք ներառում են նաև էմուլգացված սննդամթերքի, ինչպիսիք են մայոնեզը, սոուսները և համեմունքները, վերամշակման գծեր:
Մարգարինի արտադրություն
Մարգարինը և դրան առնչվող արտադրանքը պարունակում են ջրային և ճարպային փուլեր, ուստի կարող են բնութագրվել որպես ջուր-յուղի (W/O) էմուլսիաներ, որոնցում ջրային փուլը մանրացված է կաթիլների տեսքով անընդհատ ճարպային փուլում: Կախված արտադրանքի կիրառությունից, ճարպային փուլի կազմը և արտադրական գործընթացը ընտրվում են համապատասխանաբար:
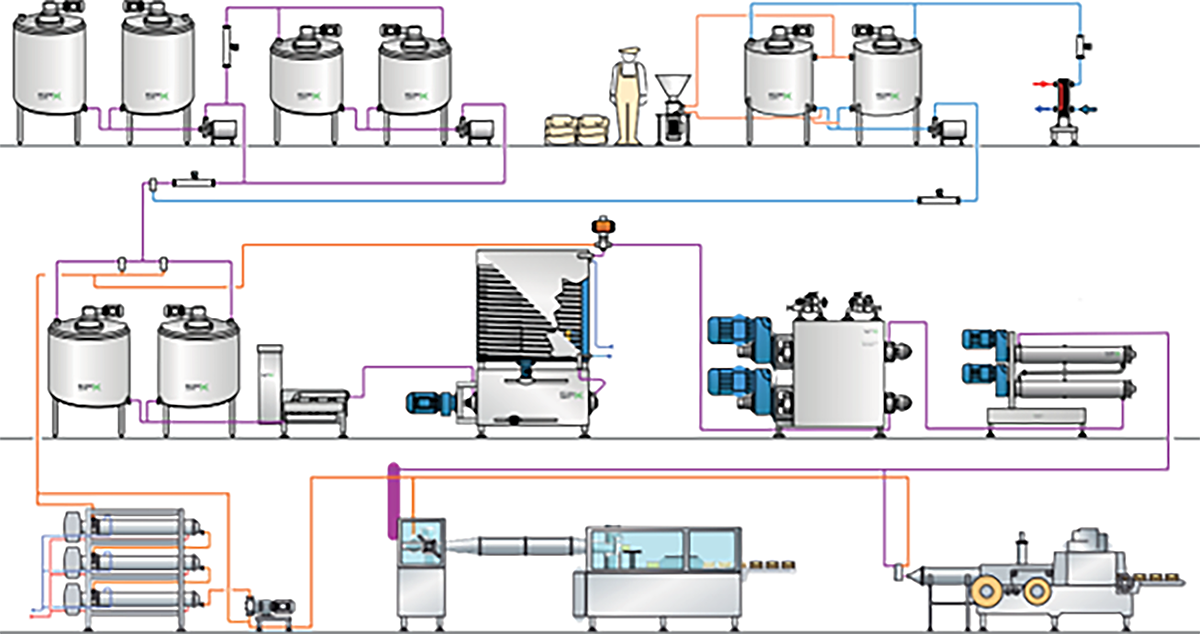
Բյուրեղացման սարքավորումներից բացի, մարգարինի և դրան առնչվող արտադրանքի ժամանակակից արտադրական կենտրոնը սովորաբար ներառում է տարբեր տարաներ՝ յուղի պահպանման, ինչպես նաև էմուլգատորի, ջրային փուլի և էմուլսիայի պատրաստման համար։ Տարաների չափը և քանակը հաշվարկվում են գործարանի հզորության և արտադրանքի տեսականու հիման վրա։ Կենտրոնը ներառում է նաև պաստերիզացման կայան և վերահալման կայան։ Այսպիսով, արտադրական գործընթացը ընդհանուր առմամբ կարելի է բաժանել հետևյալ ենթագործընթացների (տե՛ս դիագրամ 1-ը).

ՋՐԱՅԻՆ ԵՎ ՃԱՐՊԱՅԻՆ ՓՈՒԼԵՐԻ ՊԱՏՐԱՍՏՈՒՄ (ԳՈՏԻ 1)
Ջրային փուլը հաճախ պատրաստվում է խմբաքանակներով ջրային փուլի բաքում: Ջուրը պետք է լինի լավ խմելու որակի: Եթե խմելու ջրի որակը չի կարող երաշխավորվել, ջուրը կարող է ենթարկվել նախնական մշակման, օրինակ՝ ուլտրամանուշակագույն ճառագայթման կամ ֆիլտրի համակարգի միջոցով:
Ջրից բացի, ջրային փուլը կարող է բաղկացած լինել աղից կամ աղաջրից, կաթի սպիտակուցներից (սեղանի մարգարին և ցածր յուղայնությամբ քսուքներ), շաքարից (փքուն խմորեղեն), կայունացուցիչներից (կրճատված և ցածր յուղայնությամբ քսուքներ), կոնսերվանտներից և ջրում լուծվող համեմունքներից։
Ճարպային փուլի՝ ճարպային խառնուրդի հիմնական բաղադրիչները սովորաբար բաղկացած են տարբեր ճարպերի և յուղերի խառնուրդից: Ցանկալի բնութագրերով և ֆունկցիոնալությամբ մարգարին ստանալու համար ճարպային խառնուրդում ճարպերի և յուղերի հարաբերակցությունը որոշիչ է վերջնական արտադրանքի արդյունավետության համար:
Տարբեր ճարպերն ու յուղերը, կամ որպես ճարպերի խառնուրդ, կամ առանձին յուղեր, պահվում են յուղի պահեստավորման բաքերում, որոնք սովորաբար տեղադրվում են արտադրական օբյեկտից դուրս: Դրանք պահվում են ճարպի հալման կետից բարձր կայուն պահպանման ջերմաստիճանում և խառնման պայմաններում՝ ճարպի մասնատումից խուսափելու և հեշտ մշակում ապահովելու համար:
Ճարպային խառնուրդից բացի, ճարպային փուլը սովորաբար բաղկացած է ճարպում լուծվող երկրորդական բաղադրիչներից, ինչպիսիք են էմուլգատորը, լեցիտինը, համը, գունանյութը և հակաօքսիդանտները: Այս երկրորդական բաղադրիչները լուծվում են ճարպային խառնուրդում ջրային փուլը ավելացնելուց առաջ, այսինքն՝ էմուլգացման գործընթացից առաջ:
Էմուլսիայի պատրաստում (2-րդ գոտի)

Էմուլսիան պատրաստվում է՝ տարբեր յուղեր և ճարպեր կամ ճարպերի խառնուրդներ տեղափոխելով էմուլսիայի բաք: Սովորաբար, նախ ավելացվում են բարձր հալվող ճարպերը կամ ճարպերի խառնուրդները, ապա՝ ցածր հալվող ճարպերը և հեղուկ յուղը: Ճարպային փուլի պատրաստումն ավարտելու համար ճարպային խառնուրդին ավելացվում է էմուլգատորը և այլ յուղում լուծվող երկրորդական բաղադրիչներ: Երբ ճարպային փուլի բոլոր բաղադրիչները պատշաճ կերպով խառնվում են, ավելացվում է ջրային փուլը, և էմուլսիան ստեղծվում է ինտենսիվ, բայց վերահսկվող խառնման պայմաններում:
Էմուլսիայի տարբեր բաղադրիչների չափման համար կարող են օգտագործվել տարբեր համակարգեր, որոնցից երկուսն աշխատում են խմբաքանակներով՝
Հոսքի չափման համակարգ
Կշռման բաքի համակարգ
Անընդհատ գծային էմուլգացման համակարգը պակաս նախընտրելի, բայց օգտագործվող լուծում է, օրինակ՝ բարձր հզորության գծերում, որտեղ էմուլսիայի բաքերի համար տարածքը սահմանափակ է: Այս համակարգը օգտագործում է չափիչ պոմպեր և զանգվածային հոսքի չափիչներ՝ փոքր էմուլսիայի բաքի մեջ ավելացված փուլերի հարաբերակցությունը վերահսկելու համար:
Վերոնշյալ համակարգերը կարող են կառավարվել լիովին ավտոմատ կերպով: Սակայն որոշ հին գործարաններ դեռևս ունեն ձեռքով կառավարվող էմուլսիաների պատրաստման համակարգեր, սակայն դրանք աշխատատար են և այսօր խորհուրդ չի տրվում տեղադրել՝ խիստ հետագծելիության կանոնների պատճառով:
Հոսքի չափիչ համակարգը հիմնված է խմբաքանակային էմուլսիայի պատրաստման վրա, որի դեպքում տարբեր փուլերն ու բաղադրիչները չափվում են զանգվածային հոսքաչափերով, երբ դրանք տարբեր փուլերի պատրաստման բաքերից տեղափոխվում են էմուլսիայի բաք: Այս համակարգի ճշգրտությունը կազմում է +/-0.3%: Այս համակարգը բնութագրվում է արտաքին ազդեցությունների, ինչպիսիք են թրթռումները և կեղտը, նկատմամբ իր անզգայունությամբ:
Կշռման բաքի համակարգը նման է հոսքաչափի համակարգի, որը հիմնված է խմբաքանակային էմուլսիայի պատրաստման վրա: Այստեղ բաղադրիչների և փուլերի քանակները ուղղակիորեն ավելացվում են էմուլսիայի բաքին, որը տեղադրված է բեռնախցիկների վրա՝ վերահսկելով բաքին ավելացվող քանակները:
Սովորաբար, էմուլսիան պատրաստելու համար օգտագործվում է երկու բաքից բաղկացած համակարգ՝ բյուրեղացման գիծը անընդհատ աշխատեցնելու համար: Յուրաքանչյուր բաք աշխատում է որպես նախապատրաստման և բուֆերային բաք (էմուլսիայի բաք), այդպիսով բյուրեղացման գիծը կմատակարարվի մեկ բաքից, մինչդեռ նոր խմբաքանակը կպատրաստվի մյուսից և հակառակը: Սա կոչվում է ֆլիպ-ֆլոփ համակարգ:
Լուծույթը, որտեղ էմուլսիան պատրաստվում է մեկ բաքում և պատրաստ լինելուց հետո տեղափոխվում է բուֆերային բաք, որտեղից մատակարարվում է բյուրեղացման գիծը, նույնպես տարբերակ է: Այս համակարգը կոչվում է նախնական խառնուրդ/բուֆերային համակարգ:
Պաստերիզացիա (Գոտի 3)

Բուֆերային բաքից էմուլսիան սովորաբար անընդհատ մղվում է կամ թիթեղային ջերմափոխանակիչի (PHE), կամ ցածր ճնշման քերծվող մակերևույթի ջերմափոխանակիչի (SSHE), կամ բարձր ճնշման SSHE-ի միջով՝ բյուրեղացման գիծ մտնելուց առաջ պաստերիզացման համար։
Լիարժեք ճարպ պարունակող արտադրանքի համար սովորաբար օգտագործվում է PHE: Ցածր ճարպային տարբերակների համար, որտեղ էմուլսիան, ենթադրաբար, կունենա համեմատաբար բարձր մածուցիկություն, և ջերմազգայուն էմուլսիաների համար (օրինակ՝ բարձր սպիտակուցային պարունակությամբ էմուլսիաներ), խորհուրդ է տրվում օգտագործել SPX համակարգը որպես ցածր ճնշման լուծույթ կամ SPX-PLUS-ը որպես բարձր ճնշման լուծույթ:
Պաստերիզացման գործընթացն ունի մի քանի առավելություններ։ Այն ապահովում է մանրէների և այլ միկրոօրգանիզմների աճի կանխարգելում, այդպիսով բարելավելով էմուլսիայի մանրէաբանական կայունությունը։ Միայն ջրային փուլի պաստերիզացումը հնարավոր է, բայց նախընտրելի է ամբողջական էմուլսիայի պաստերիզացումը, քանի որ էմուլսիայի պաստերիզացման գործընթացը կնվազեցնի պաստերիզացված արտադրանքի լցման կամ փաթեթավորման ժամանակը։ Բացի այդ, արտադրանքը մշակվում է գծային գործընթացով՝ պաստերիզացումից մինչև վերջնական արտադրանքի լցման կամ փաթեթավորման փուլը, և ցանկացած վերամշակված նյութի պաստերիզացիան ապահովվում է, երբ ամբողջական էմուլսիան պաստերիզացված է։
Բացի այդ, ամբողջական էմուլսիայի պաստերիզացիան ապահովում է, որ էմուլսիան մատակարարվի բյուրեղացման գիծ հաստատուն ջերմաստիճանով՝ ապահովելով մշակման հաստատուն պարամետրեր, արտադրանքի ջերմաստիճան և արտադրանքի կառուցվածք: Բացի այդ, բյուրեղացման սարքավորումներ մատակարարվող նախնական բյուրեղացված էմուլսիայի առաջացումը կանխվում է, երբ էմուլսիան պատշաճ կերպով պաստերիզացված է և մատակարարվում է բարձր ճնշման պոմպ՝ ճարպային փուլի հալման կետից 5-10°C բարձր ջերմաստիճանում:
Պաստերիզացման տիպիկ գործընթացը, էմուլսիան 45-55°C ջերմաստիճանում պատրաստելուց հետո, ներառում է էմուլսիան 75-85°C ջերմաստիճանում 16 վայրկյան տաքացնելը և պահելը, որին հաջորդում է սառեցման գործընթացը մինչև 45-55°C ջերմաստիճան: Վերջնական ջերմաստիճանը կախված է ճարպային փուլի հալման կետից. որքան բարձր է հալման կետը, այնքան բարձր է ջերմաստիճանը:
Սառեցում, բյուրեղացում և հունցում (գոտի 4)
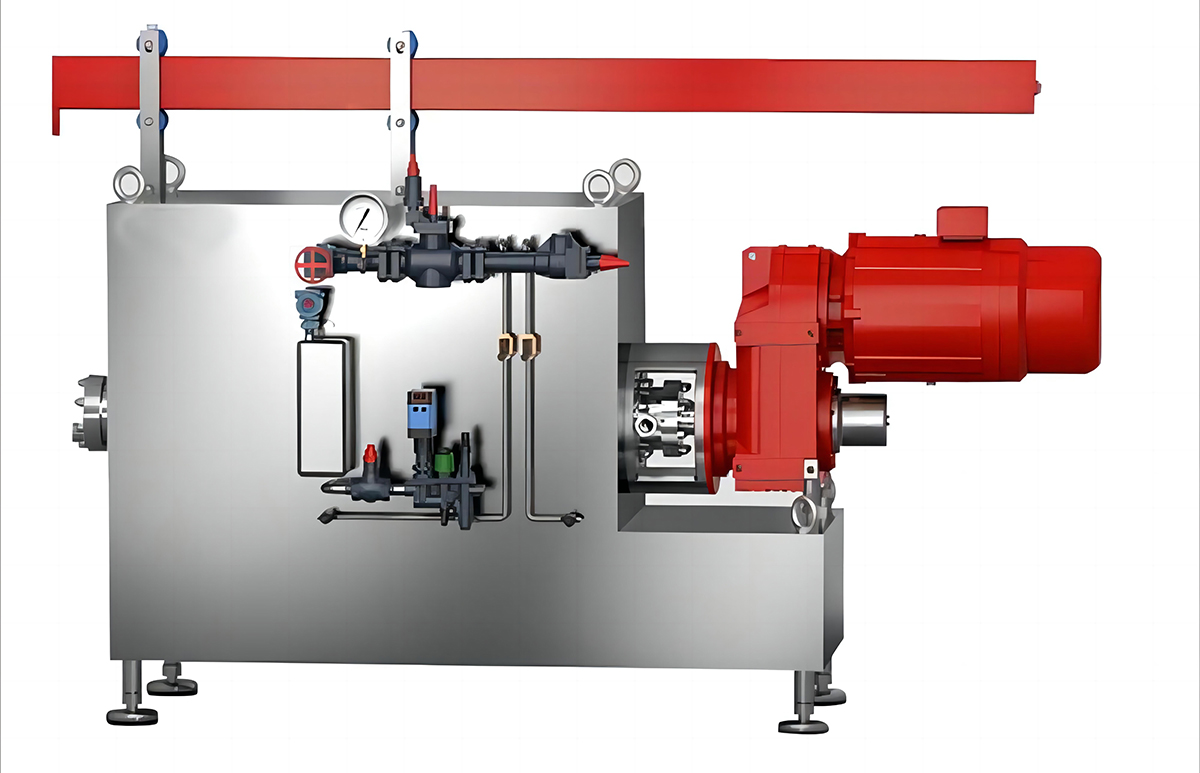
Էմուլսիան մղվում է բյուրեղացման գիծ բարձր ճնշման մխոցային պոմպի (ԲՊՊ) միջոցով: Մարգարինի և դրան առնչվող արտադրանքի արտադրության համար նախատեսված բյուրեղացման գիծը սովորաբար բաղկացած է բարձր ճնշման ՍՇԷ-ից, որը սառեցվում է ամոնիակով կամ ֆրեոնային տեսակի սառեցնող միջավայրով: Գծում հաճախ ներառվում են պտուտակային ռոտորային մեքենա(ներ) և/կամ միջանկյալ բյուրեղացնողներ՝ պլաստմասսայե արտադրանքի արտադրությանը լրացուցիչ հունցման ինտենսիվություն և ժամանակ ավելացնելու համար: Հանգստացնող խողովակը բյուրեղացման գծի վերջին քայլն է և ներառվում է միայն այն դեպքում, եթե արտադրանքը փաթեթավորված է:
Բյուրեղացման գծի սիրտը բարձր ճնշման SSHE-ն է, որի միջոցով տաք էմուլսիան գերսառեցվում և բյուրեղանում է սառեցման խողովակի ներքին մակերեսին: Էմուլսիան արդյունավետորեն քերվում է պտտվող քերիչների միջոցով, այդպիսով էմուլսիան սառեցվում և խառնվում է միաժամանակ: Երբ էմուլսիայի մեջ ճարպը բյուրեղանում է, ճարպի բյուրեղները ձևավորում են եռաչափ ցանց, որը որսում է ջրի կաթիլները և հեղուկ յուղը, ինչի արդյունքում ստացվում են պլաստիկ կիսապինդ բնույթի հատկություններով արտադրանքներ:
Կախված արտադրվող արտադրանքի տեսակից և տվյալ արտադրանքի համար օգտագործվող ճարպերի տեսակից, բյուրեղացման գծի կոնֆիգուրացիան (այսինքն՝ սառեցման խողովակների և քորոցային ռոտորային մեքենաների հերթականությունը) կարող է կարգավորվել՝ տվյալ արտադրանքի համար օպտիմալ կոնֆիգուրացիա ապահովելու համար։
Քանի որ բյուրեղացման գիծը սովորաբար արտադրում է մեկից ավելի որոշակի ճարպային արտադրանք, ճկուն բյուրեղացման գծի պահանջները բավարարելու համար SSHE-ն հաճախ բաղկացած է երկու կամ ավելի սառեցման բաժիններից կամ սառեցման խողովակներից: Տարբեր ճարպային խառնուրդներից տարբեր բյուրեղացված ճարպային արտադրանքներ արտադրելիս անհրաժեշտ է ճկունություն, քանի որ խառնուրդների բյուրեղացման բնութագրերը կարող են տարբերվել մեկ խառնուրդից մյուսը:
Բյուրեղացման գործընթացը, մշակման պայմանները և մշակման պարամետրերը մեծ ազդեցություն ունեն վերջնական մարգարինի և մածուկի բնութագրերի վրա: Բյուրեղացման գիծ նախագծելիս կարևոր է որոշել գծում արտադրվելիք արտադրանքի բնութագրերը: Ապագայի համար ներդրումներն ապահովելու համար անհրաժեշտ է գծի ճկունություն, ինչպես նաև անհատապես կառավարելի մշակման պարամետրեր, քանի որ հետաքրքրող արտադրանքի տեսականին կարող է փոխվել ժամանակի ընթացքում, ինչպես նաև հումքի հետ:
Գծի հզորությունը որոշվում է SSHE-ի հասանելի սառեցման մակերեսով: Հասանելի են տարբեր չափերի մեքենաներ՝ ցածրից մինչև բարձր հզորության գծեր: Նաև հասանելի են տարբեր աստիճանի ճկունություն՝ մեկ խողովակային սարքավորումներից մինչև բազմախողովակային գծեր, հետևաբար՝ բարձր ճկունությամբ մշակման գծեր:
Արտադրանքը SSHE-ում սառեցվելուց հետո այն մտնում է քորոցային ռոտորային մեքենա և/կամ միջանկյալ բյուրեղացնողներ, որոնցում այն որոշակի ժամանակահատվածում և որոշակի ինտենսիվությամբ խառնվում է՝ եռաչափ ցանցի առաջխաղացմանը նպաստելու համար, որը մակրոսկոպիկ մակարդակում պլաստիկ կառուցվածքն է: Եթե արտադրանքը նախատեսված է բաշխվելու որպես փաթաթված արտադրանք, այն կրկին կմտնի SSHE, նախքան փաթաթելուց առաջ հանգստանալու խողովակում նստելը: Եթե արտադրանքը լցվում է բաժակների մեջ, բյուրեղացման գծում հանգստացնող խողովակ չի ներառվում:

Փաթեթավորում, լցոնում և վերահալեցում (գոտի 5)

Շուկայում առկա են տարբեր փաթեթավորման և լցման մեքենաներ, որոնք այս հոդվածում չեն նկարագրվի: Այնուամենայնիվ, արտադրանքի կոնսիստենցիան շատ տարբեր է, եթե այն արտադրվում է փաթեթավորվելու կամ լցոնվելու համար: Ակնհայտ է, որ փաթեթավորված արտադրանքը պետք է ունենա ավելի կոշտ կառուցվածք, քան լցոնված արտադրանքը, և եթե այս կառուցվածքը օպտիմալ չէ, արտադրանքը կուղղվի վերահալման համակարգ, կհալվի և կավելացվի բուֆերային բաքի մեջ՝ վերամշակման համար: Հասանելի են տարբեր վերահալման համակարգեր, բայց ամենաշատ օգտագործվող համակարգերը PHE կամ ցածր ճնշման SSHE համակարգերն են:
Ավտոմատացում
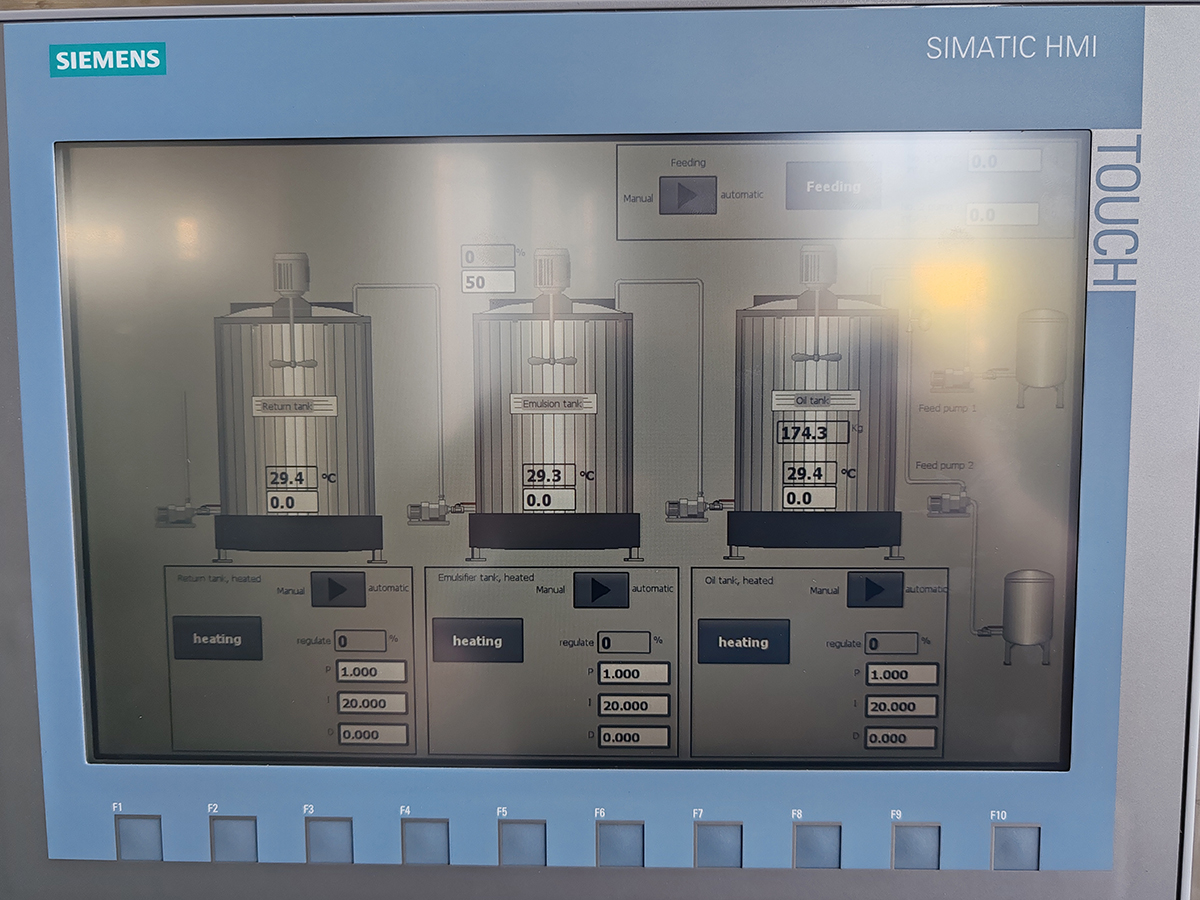
Մարգարինը, ինչպես մյուս սննդամթերքները, այսօր շատ գործարաններում արտադրվում է խիստ հետագծելիության ընթացակարգերով: Այս ընթացակարգերը, որոնք սովորաբար ընդգրկում են բաղադրիչները, արտադրությունը և վերջնական արտադրանքը, հանգեցնում են ոչ միայն սննդի անվտանգության բարձրացմանը, այլև սննդի որակի կայունությանը: Հետագծելիության պահանջները կարող են ներդրվել գործարանի կառավարման համակարգում, և Shiputec-ի կառավարման համակարգը նախատեսված է արտադրական ամբողջական գործընթացին վերաբերող կարևոր պայմաններն ու պարամետրերը վերահսկելու, գրանցելու և փաստաթղթավորելու համար:
Կառավարման համակարգը հագեցած է գաղտնաբառով պաշտպանությամբ և ներառում է մարգարինի վերամշակման գծի բոլոր պարամետրերի պատմական տվյալների գրանցում՝ սկսած բաղադրատոմսի տեղեկատվությունից մինչև վերջնական արտադրանքի գնահատումը: Տվյալների գրանցումը ներառում է բարձր ճնշման պոմպի հզորությունն ու ելքը (լ/ժամ և հետադարձ ճնշում), բյուրեղացման ընթացքում արտադրանքի ջերմաստիճանը (ներառյալ պաստերիզացման գործընթացը), SSHE-ի սառեցման ջերմաստիճանները (կամ սառեցման միջավայրի ճնշումները), SSHE-ի և քորոցային ռոտորային մեքենաների արագությունը, ինչպես նաև բարձր ճնշման պոմպը, SSHE-ն և քորոցային ռոտորային մեքենաները գործարկող շարժիչների բեռը:
Կառավարման համակարգ

Մշակման ընթացքում օպերատորին կուղարկվեն ահազանգեր, եթե կոնկրետ ապրանքի մշակման պարամետրերը գերազանցում են սահմանները. դրանք սահմանվում են բաղադրատոմսերի խմբագրիչում՝ արտադրությունից առաջ: Այս ահազանգերը պետք է ձեռքով հաստատվեն, և պետք է ձեռնարկվեն ընթացակարգերին համապատասխան գործողություններ: Բոլոր ահազանգերը պահվում են պատմական ահազանգման համակարգում՝ հետագայում դիտելու համար: Երբ ապրանքը դուրս է գալիս արտադրական գծից համապատասխան փաթեթավորված կամ լրացված տեսքով, այն առանձնացվում է ապրանքի անվանումից, որը սովորաբար նշվում է ամսաթվով, ժամով և խմբաքանակի նույնականացման համարով՝ հետագայում հետևելու համար: Այսպիսով, արտադրական գործընթացում ներգրավված բոլոր արտադրական քայլերի ամբողջական պատմությունը պահպանվում է արտադրողի և վերջնական օգտագործողի՝ սպառողի անվտանգության համար:
CIP

CIP մաքրման կայանները (CIP = տեղում մաքրում) նույնպես ժամանակակից մարգարինի արտադրամասի մաս են կազմում, քանի որ մարգարինի արտադրության գործարանները պետք է պարբերաբար մաքրվեն: Ավանդական մարգարինային արտադրանքի համար շաբաթը մեկ անգամ մաքրման սովորական ընդմիջում է: Այնուամենայնիվ, զգայուն արտադրանքի համար, ինչպիսիք են ցածր յուղայնությամբ (բարձր ջրի պարունակությամբ) և/կամ բարձր սպիտակուցային պարունակությամբ արտադրանքը, խորհուրդ է տրվում CIP մաքրման միջև ավելի կարճ ընդմիջումներ:
Սկզբունքորեն օգտագործվում են երկու CIP համակարգեր՝ CIP կայաններ, որոնք մաքրող միջոցն օգտագործում են միայն մեկ անգամ, կամ խորհուրդ տրվող CIP կայաններ, որոնք աշխատում են մաքրող միջոցի բուֆերային լուծույթի միջոցով, որտեղ այնպիսի միջոցներ, ինչպիսիք են ալկալի, թթու և/կամ ախտահանիչներ, օգտագործումից հետո վերադարձվում են առանձին CIP պահեստավորման տարաներ: Վերջին գործընթացը նախընտրելի է, քանի որ այն ներկայացնում է էկոլոգիապես մաքուր լուծում և տնտեսող լուծում է մաքրող միջոցների սպառման, ուստի և դրանց արժեքի առումով:
Եթե մեկ գործարանում տեղադրված են մի քանի արտադրական գծեր, հնարավոր է տեղադրել զուգահեռ մաքրման ուղիներ կամ CIP արբանյակային համակարգեր: Սա հանգեցնում է մաքրման ժամանակի և էներգիայի սպառման զգալի կրճատման: CIP գործընթացի պարամետրերը ավտոմատ կերպով կառավարվում և գրանցվում են կառավարման համակարգում հետագա հետագծման համար:
ԵԶՐԱՓԱԿԻՉ ՆՇՈՒՄՆԵՐ
Մարգարին և դրան առնչվող արտադրանք արտադրելիս կարևոր է հիշել, որ վերջնական արտադրանքի որակը որոշվում է ոչ միայն օգտագործվող յուղերի և ճարպերի կամ արտադրանքի բաղադրատոմսի նման բաղադրիչներով, այլև գործարանի կոնֆիգուրացիայով, մշակման պարամետրերով և գործարանի վիճակով։ Եթե գիծը կամ սարքավորումները լավ չեն պահպանվում, կա ռիսկ, որ գիծը արդյունավետ չաշխատի։ Հետևաբար, բարձրորակ արտադրանք արտադրելու համար անհրաժեշտ է լավ աշխատող գործարան, բայց կարևոր է նաև ճարպերի խառնուրդի ընտրությունը, որը համապատասխանում է արտադրանքի վերջնական կիրառմանը, ինչպես նաև գործարանի մշակման պարամետրերի ճիշտ կոնֆիգուրացիան և ընտրությունը։ Վերջապես, բայց ոչ պակաս կարևոր, վերջնական արտադրանքը պետք է ենթարկվի ջերմային մշակման՝ համաձայն վերջնական օգտագործման։.
Հրապարակման ժամանակը. Դեկտեմբերի 19-2023